想要更直观地了解福州【当地】圆钢42crmo钢板款式多样产品吗??产品视频,带你走进产品世界
以下是:福州【当地】圆钢42crmo钢板款式多样的图文介绍

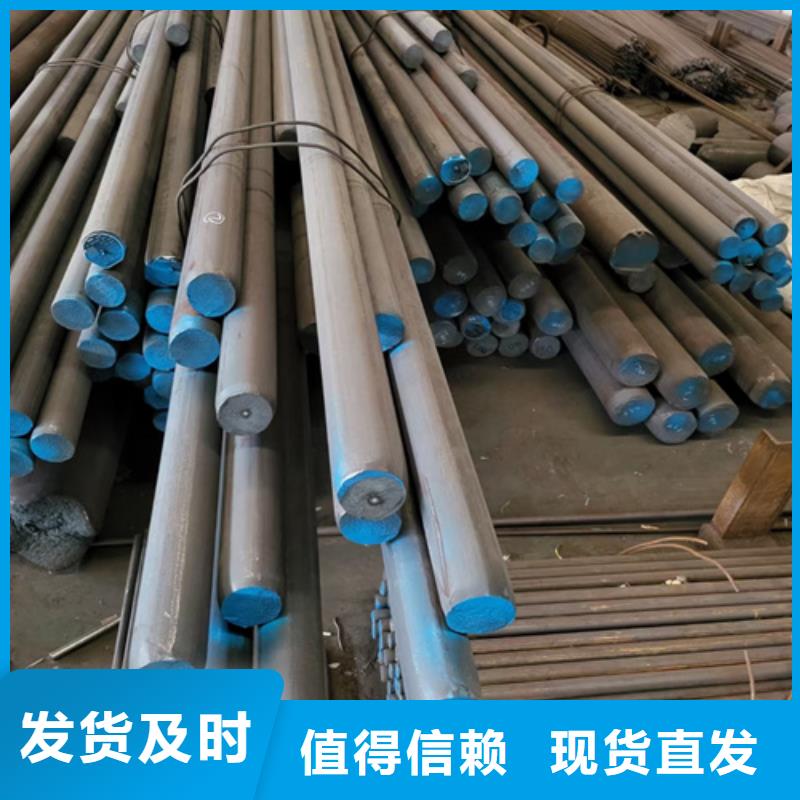
轴类零件是机器中经常遇到的典型零件之一。它主要用来支承传动零 部件,传递扭矩和承受载荷。轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、福州本地圆锥面、福州本地内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零件可分为光轴、福州本地阶梯轴、福州本地空心轴和曲轴等。轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。轴用轴承支承,与轴承配合的轴段称为轴颈。轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条件制定,通常有以下几项:(一).尺寸精度.起支承作用的轴颈为了确定轴的位置,通常对其尺寸精度要求较高(IT5~IT7)。装配传动件的轴颈尺寸精度一般要求较低(IT6~IT9)。(二).几何形状精度轴类零件的几何形状精度主要是指轴颈、福州本地外锥面、福州本地莫氏锥孔等的圆度、福州本地圆柱度等,一般应将其公差限制在尺寸公差范围内。对精度要求较高的内外圆表面,应在图纸上标注其允许偏差。(三).相互位置精度轴类零件的位置精度要求主要是由轴在机械中的位置和功用决定的。通常应保证装配传动件的轴颈对支承轴颈的同轴度要求,否则会影响传动件(齿轮等)的传动精度,并产生噪声。普通精度的轴,其配合轴段对支承轴颈的径向跳动一般为0.01~0.03mm,高精度轴(如主轴)通常为0.001~0.005mm。(四).表面粗糙度一般与传动件相配合的轴径表面粗糙度为Ra2.5~0.63μm,与轴承相配合的支承轴径的表面粗糙度为Ra0.63~0.16μm。圆钢


而碳化物的形状、福州附近大小对钢的性能也有很大的影响, 尤其大块状尖角碳化物对钢基体的割裂作用比较大,往往成为疲劳断裂的策源地,为此必须对原材料轧制钢材进行改锻,充分击碎共晶碳化物,使之呈细小、福州附近均匀分布, 纤维组织围绕型腔或无定向分布, 从而改善钢材的横向力学性能。锻造时对钢坯从不同方向进行多次镦粗和拉拔,并采用“二轻一重”法锻造,即坯料始锻时要轻击,防止断裂,在980~1 020 ℃中间温度可重击, 以保证击碎碳化物, 42CrMo钢材未改锻,采用固溶双细化处理 ,即500 ℃及800 ℃左右二级预热,1 100~1 150 ℃固溶处理,淬入热油或等温淬火,750 ℃高温回火,机加工后960 ℃加热油冷后进行终热处理, 也可使碳化物细化、福州附近棱角圆整化,晶粒细化。圆钢



因此预热温度选为150℃。采用氧-乙炔焰对试件进行加温,先用测温笔粗略判断试件表面的的温度(以笔迹颜色变化快慢进行估计),后用半导体点温计测定,测量点至少应选择三点,以保证试件整体均达到所要求的预热温度。焊接时, 层采用手工钨极氩弧焊打底,为避免仰焊处焊缝背面产生凹陷,送丝时采用内填丝法,即焊丝通过对口间隙从管内送入。其余各层采用焊条电弧焊,共焊6层,每个焊层一条焊道。方案Ⅰ和方案Ⅱ的焊接工艺参数见表3、福州同城4。按方案Ⅰ焊表3 方案Ⅰ的焊接工艺参数焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范打底层钨板氩弧焊ER80S-B2L φ2.4 110 12填充层焊条电弧焊E8018-B2 φ3.2 5 85~90 23~25150℃ 715。×75min盖面层 焊条电弧焊 E8018-B2 φ3.2 5 85~90 23~25表4 方案Ⅱ的焊接工艺参数焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范打底层 钨板氩弧焊 ER80S-B2L φ2.4 110 12填充层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24 / /盖面层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24接时,层间温度应不低于150℃,为防止中断焊接而引起试件的降温,施焊时应由二名焊工交替操作,焊后应立即采取保温缓冷措施。热处理采用方案Ⅰ焊接的试件,焊后应进行局部高温回火处理。热处理的工艺为:升温速度为200℃/h,升到715℃保温1小时15分钟,降温速度100℃/h,降到300℃后空冷。具体采用JL-4型履带式电加热器(1146×310)包绕焊缝,用硅酸铝棉层保温,保温层厚度50mm,温度控制采用DJK-A型电加热器自动控温仪。圆钢



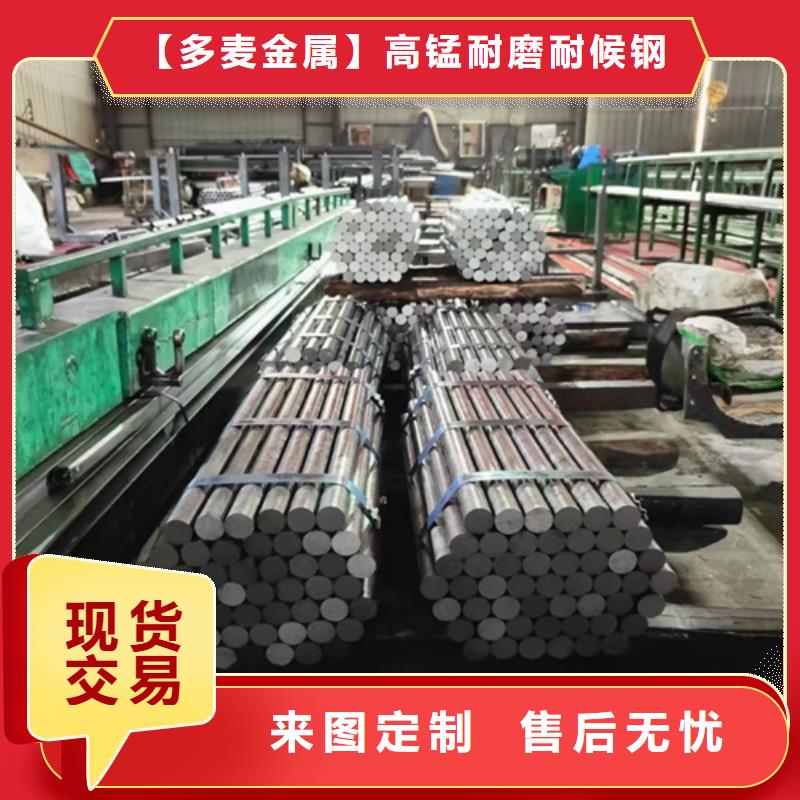
【多麦金属】高锰耐磨耐候钢板生产厂家科技先进、文明高效、勇于创新、服务社群、信誉至上、精益求精为经营方针,热忱欢迎社会各界新老用户选用我公司的【福州Q460C钢板、】产品。 我们以优良的品质,崇高的信誉和无微不至的服务赢得众多赞誉。今天,我们继续秉承这一优良传统,并不断发扬光大。在未来的岁月里,我们将以诚恳的态度接受各界友人和广大客户提出的宝贵建议,以感谢万千的热情,衷心感谢社会各界给予的支持和厚爱。


14 硬度为56~58HRC的T10A钢冲头, 在软质硅钢片上冲小孔, 仅冲了数千片之后就因毛刺过大而失效。如果将冲孔模的硬度提高到60~62HRC, 则使用寿命可增加到2万~3万次。如果继续提高模具硬度, 则容易出现早期断裂, 使模具使用寿命降低。15 采用该钢制作的冷镦模具光冲, 其型腔深而陡, 使用中常发生早期塌陷失效,冲头使用寿命小于4000次。经分析是由于型腔磨削时进给量过大, 烧伤软化。后改进磨削工艺, 光冲使用寿命显著提高, 稳定在3万次以上。16 采用该钢制作冷冲模具, 冲裁表面光亮的薄钢板时, 每刃磨一次具可冲3万次左右; 当改用同等厚度的黑铁皮 (热轧钢板) 时, 使用寿命下降为1.7万次左右。半热轧洗钢板的表面尽管没有氧化皮, 但存在“硬壳”, 因此会严重降低冲模使用寿命。17 剪板机的剪刀选用该钢制作。圆钢




 扫一扫
扫一扫